

SOLUTION
解决方案
废酸应急储罐防腐方案
一、项目实施方案
1.施工前准备
(1)搭脚手架工作平台;
(2)建立施工警戒线,树立安全施工牌;
(3)原材料,工具入场,接水电气源等。
2.设备表面清洁除锈
(1)将金属表面的焊渣、毛刺、铁锈、油污等清除干净;
(2)进行机械除锈;
(3)清理灰尘,用高压气枪将工作部位表面灰尘清理干净。
3.刷涂 TYTC-014 厚涂型重防腐涂料底漆
(1)在打磨处理完工前,刷涂工要提前做好底涂料的混合搅拌工作,以便打磨结束后能尽快进行刷涂;
(2)施工前确认空气温度、湿度是否符合施工要求,确认刷涂完后的表面已经固化且没有粉尘及其他附着物;
(3)用喷枪或辊筒、刷子进行均匀的涂刷,涂刷 2 道,厚度≥500um;
(4)施工完成后确认无鼓泡、伤痕、流挂痕迹、凹凸不平等缺陷,若发现有缺陷及时修补。
4.刷涂 TYTC-002 高温陶瓷防腐耐磨涂料
(1)施工前确认空气温度、湿度是否符合施工要求,确认刷涂完后的表面已经固化且没有粉尘及其他附着物;
(2)用喷枪或辊筒、刷子进行均匀的涂刷,涂刷 2 道,厚度≥300um;
(3)涂刷完工后确认有无淤积、流挂、厚度不均等现象。
(4)施工完成后确认无鼓泡、伤痕、流挂痕迹、凹凸不平等缺陷,若发现有缺陷及时修补。
5.注意事项
(1)机械除锈,注意设备走线问题。
(2)除锈处理后经设备管理师验收合格,并在 8 小时内完成涂刷第一遍底漆,若遇大气环境恶劣(如湿度过高)时,不允许超过 4 小时。
(3)使用涂料时,应搅拌均匀,如有结皮或其它杂物,必须清除后,方可使用,涂料开桶后,必须密封保存。
(4)涂料配制与施工用的工具应保持干净,不得随便混用。
(5)涂层数应符合设计要求,面层应顺介质流向涂刷。表面应平滑无痕,颜色一致,无针孔、气泡、流坠、粉化和破损等现象。
(6)刷漆前要严格按生产厂家的技术要求要求进行搅拌、配比、熟化。
(7)每种漆涂层的第一次防腐涂料涂膜干燥后,方可进行下道涂层施工,所有涂层不得漏涂,涂层表面应光滑平整,颜色一致无针孔、气泡、流挂、剥落、粉化和破损等缺陷。
(8)面漆在中间漆涂刷 24 小时到 36 小时内进行;要求漆膜饱满均匀、无气泡、无流淌、不漏刷、表面光滑,刷涂的步骤与底漆相同。
二、产品介绍
1.厚涂型重防腐涂料
TYTC-014(甲型)厚涂型重防腐涂料是泰益公司自行研发的高科技产品,该涂料能为设备提供一种具有高硬度、抗冲击、高附着力、耐酸碱腐蚀、能在水中成膜固化的防腐涂料。产品采用无机与有机复合杂化,通过化学反应物理交联方式形成共价结构的有机/无机复合杂化材料。
产品特征:
具有防腐、柔韧性、一次厚涂不开裂,能在潮湿环境下施工并固化成膜等优势。涂层可长期泡水不鼓泡脱落。可水中成膜。
产品性能:

适用范围:
1.海洋环境:船舶、桥梁、管道。
2.工业环境:火电厂所有设备,例如水处理系统管道、钢结构防
腐;烟气管道处理系统,可替代玻璃鳞片。
2.高温陶瓷防腐耐磨涂料
产品以硅酸盐为载体,以氧化锆、碳化硅等为预聚体,经两次加
工制作而成,是无机类防腐产品,真正做到绿色环保。
产品特征:
∆ 属无机防腐剂,其在高温下可以生成一层致密的磷酸铝盐膜,
达到抵抗氧化、耐腐蚀作用。
∆ 氧化锆提供了高硬度支持,涂层硬度可达 HV950 以上,耐磨性
能好
∆ 涂层密度高具有电绝缘性。
∆ 涂层结合度高、抗热振、耐高温,在急冷急热环境中,涂层不
开裂,热膨胀系数宽。
产品性能:
在 1200℃环境下,对硫化物耐腐蚀性能良好,对粉尘冲刷造成
的损害可减缓。
∆ 热膨胀系数测试

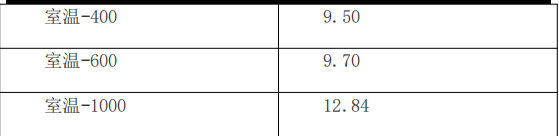
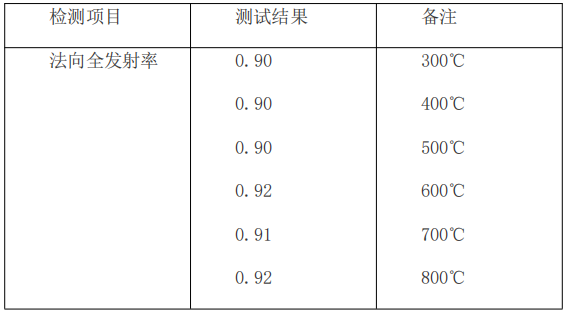
∆ 经 750℃氧化 250h,涂层表面没有明显变化
∆ 按 GB/T287-2008《红外辐射加热器试验方法》
∆涂层抗热震性能测试
涂层加热到 1000℃,取出样品投入常温水中进行冷却,再加热
至 1000℃,如此反复循环加热、冷却、再加热 20 次后。涂层表面情
况依旧良好,没有膜落和开裂现象。
∆物理性能指标

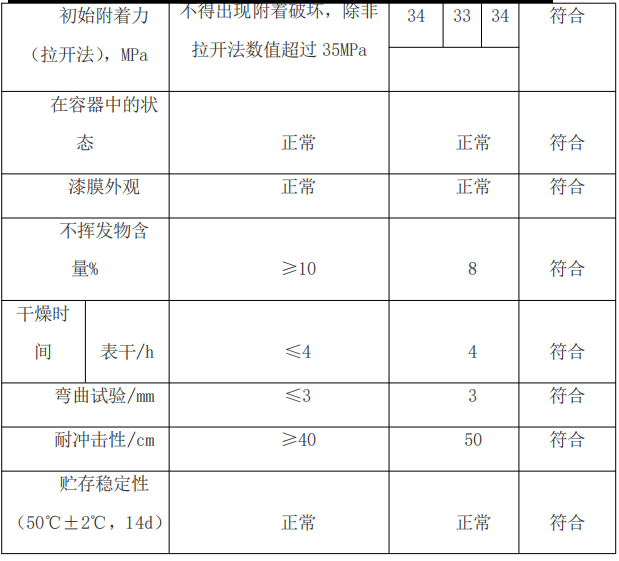
适用范围:
火电厂锅炉水冷壁、热交换器、散热器等
电炉、感应炉、回转窖、小型生物质燃烧炉
化工、冶金行业高温部件。
上一页
下一页
上一页
下一页
