

SOLUTION
解决方案
锅炉炉堂防磨防腐蚀技术解决方案
锅炉由于炉型结构和长期遭受1600度高温高含尘烟气的不均匀冲刷、磨损和腐蚀,极易被严重磨蚀减薄。为确保锅炉安全、稳定、经济运行,采取防护措施是十分必要的。针对锅炉运行的具体情况、工艺参数及失效机理,结合我公司长期从事该行业的实际施工经验,经我公司工程技术人员认真分析,对该部位的防护方案进行了技术设计,采用本技术进行防护能获得很好的效果,设备的使用寿命可大大延长。
一、涂层设计
针对上述受热面部位失效机理及大多数厂家实际使用和磨损情况,我们建议:
(1)先采取二次喷砂工艺对防磨部位进行表面糙化,即先打焦后用石英砂对表面进行清洁,再用石英砂对内壁表面进行糙化处理。
(2)采用超音速电弧喷涂技术,并选用硬度特别高、耐冲刷磨损性能优异,同时具备抗高温氧化和热腐蚀性能良好的金属合金丝材制作涂层,丝材外皮为镍60,粉芯为铁基高铬.高硼纳米晶体,涂层表面用高温耐磨防腐专用封孔剂进行封孔,此材料是水性无机硅—氧—炭合成高温无机再改性溶液和超微无机聚合物片状金属氧化物作为填料,含有大量抗老化耐腐蚀因子和oh活性基因,能与钢铁表面快速交联反应生成三维结构的无机聚合物涂层,耐温达1700度.,由此制得的复合涂层进行防护,能满足防护要求。
使用寿命3年,质保期一年.
二、施工条件
为了作好施工准备工作,其施工需要具备以下条件:
(1)电源: 380V 20KW 三相交流电
(2)气源: 气压>5kgf 流量>5m3/min
(3)平台: 长4m(最少3m) 宽2m(最少1.5m)
(4)喷涂工件的位置离主机放置位置的距离不超过15m
(5)施工部位所需的脚手架
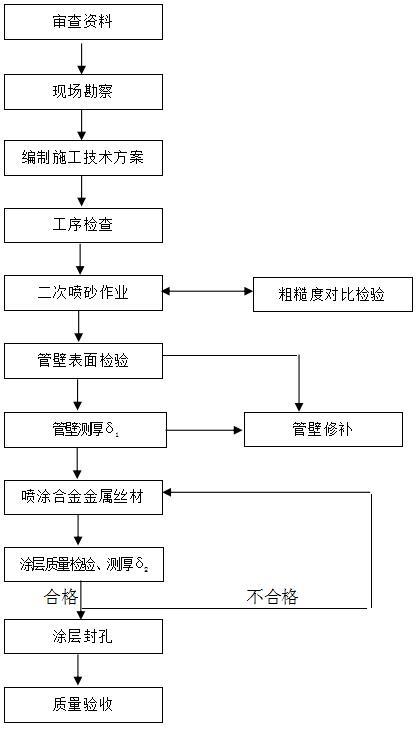
三、施工工艺流程:
四、施工技术规范:
1、施工准备:
① 根据实际需要搭好脚手架。
② 清除受热面上的大块焦、杂物等。
③ 对管壁需实施喷涂的部位进行全面的质量检查,如发现需要修整补强的部位应及时向甲方提出。
④ 利用现场已有条件进行设备就位、电气接线、气源管线连接及磨料回收帆布铺设工作。
2、表面预处理:表面预处理按照GB11373-89《热喷涂金属件表面预处理通则》进行,其处理的好坏直接影响喷涂层的结合强度。
① 喷砂前,对非有效表面采用遮蔽带、硬木板或橡胶等物进行遮蔽保护。并预留过渡区域,以保证涂层边缘光滑过渡。
② 磨料选择及使用:喷砂材料应选用质坚有棱角的特级石英砂和金刚砂必须净化,使用前应经筛选,砂内粘土及细粉尘含量不应大于5%,不得含有油污。喷砂前要晾晒干燥,含水量应不大于1%,并存放干燥,防止受潮、雨淋、砂内混入杂质。所用砂粒必须清洁、干燥,喷砂区域设围护及其它回收措施,确保不污染周围环境,经质量工程师确认后方可进行喷砂。
③ 喷砂装置:采用压力式喷砂设备
④ 压缩空气:利用现场气源或自备空压机,空气压力范围为0.5—0.6Mpa,气体流量控制在6m3/min左右。
⑤ 操作方法:喷砂距离500—1000mm;喷砂角度:与基体60—80℃;每次喷砂5-6m2。
除锈应从下至上进行,将凹凸不平的受热面打磨光滑平整后立即喷砂。表面清理度达到Sa3.0级,即完全去除钢材表面的锈、氧化皮、油污等附着物,并露出灰白色金属光泽,其粗糙度达到RZ50-90μm。
⑥ 在喷砂后应检查预处理的表面,采用TR100袖珍式表面粗糙度测试仪进行检测,发现有锈蚀或不合格的部位应重新进行处理,合格后再用DC-2000B型智能超声波测厚仪对管壁进行第一次测厚δ1。喷砂完工后设备表面不得受潮、氧化及污染,在2-4小时内必须进行电弧喷涂,以保持被喷表面较高的活化度。
除锈后经有关人员验收合格后方可进行喷涂施工。
3、喷涂:
① 超音速电弧喷涂按照GB11375-1999《热喷涂操作安全》执行。
②喷涂前,在表面预处理和喷涂工序之间需中间停留时,应对经预处理的有效表面采用干净牛皮纸或塑料膜等进行覆盖保护。
③ 丝材选用:φ2.0 mm 金属陶瓷丝材
④ 洁净气路:经冷冻式干燥机及三级过滤即可获得干燥洁净的压缩空气。
⑤ 喷涂设备选用:选用ZLP-001型电弧喷涂设备。
⑥ 喷枪选用:选用超音速电弧喷涂,其雾化气流速度大于500m/s,粒子速度达到386m/s以上,涂层孔隙率可控制在0.9%以内,同时涂层与基体的结合强度也得到了明显的改善。
⑦ 喷涂工艺参数:
a、粒子喷涂速度:>386m/s
b、电弧电压:32—34V;电弧电流:160—200A
c、雾化空气压力:0.5-0.6Mpa
d、喷涂距离:100—300mm;喷涂角度:<60°
e、喷砂与喷涂每5-6m2间隔循环进行,喷涂过渡区域宽度为100-150mm,边缘平滑过渡,无凹凸台阶。
⑧ 喷涂方式:采用井字型喷涂方式,分层、分区作业,每区5-6m2,涂层喷涂3~5遍完成,每遍的喷涂厚度控制在0.2㎜左右。局部区域喷涂达到工艺设计厚度后再移换到其他区域,确保喷涂层的厚度均匀及结合力,防止出现漏喷现象。
喷涂完毕后,应进行涂层质量检验,并测量厚度δ2,若δ2-δ1≥0.6-0.8mm,判定合格,可进入下一道工序,否则对不合格部位应进行补喷涂。
⑨ 操作注意事项:
a、分块作业,局部区域喷涂达到设计厚度后再移换到其他区域,搭接部位设置辩认标志。操作时,层间温度不得高于80℃。
b、送丝盘及送丝情况设专人监护,以保证顺利送丝,防止丝材“打结”,同时必须保证两丝间绝对绝缘,以免造成短路。
c、喷涂前应在试板上试喷,以便调节电压、电流、送丝速度、压缩空气流量,检查气路的活接头及软管接头,不得有漏气现象。如发现送丝不稳、电弧不稳定燃烧、严重漏气等特殊现场应及时检查、调整。调节电压时应断开主回路,
以免损伤主变压器。
五、质量状况说明
1、选用16-20目优质石英砂去除管壁表面氧化皮,直至管子表面露出金属光泽,使表面清洁度达到GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》规定的Sa3.0级。
2、 选用14-16目石英砂进行表面粗糙化处理,以增大表面积,提高结合强度,其表面粗糙度应达到GB11373-89《热喷涂金属表面预处理通则》规定的RZ50—90μm。
3、 涂层外观:涂层表面必须是均匀的,不允许有起皮、鼓包、颗粒粗大、裂纹、掉块、漏喷及其它影响涂层使用的缺陷。
4、 涂层厚度:在涂层厚度的把握上有如下措施:一是要求监督施工人员在操作过程严格按操作规范施工;二是通过喷涂材料的消耗来控制涂层厚度;三是依照施工前预设参数操作,喷涂代样或现场抽取实样用卡尺测量检验;四是在对金属表面进行了喷砂处理后,先用便携式涂层测厚仪进行较大量的取点测厚δ1,而后再在热喷涂完毕,封孔前对管壁取点测厚δ2,并对数字进行微量修正,两平均数值之差即为涂层厚度。
5、性能指标检验:现场喷涂时在同样工况条件下喷涂足够的各类试样,以便对涂层各项性能指标进行测试。
